 Global Site
Global Site홍보자료
| 제목 | [Interview] Test and Measurement in a Smart Factory | ||
|---|---|---|---|
| 조회수 | 10570 | 작성일 | 2020.11.03 |
Test and Measurement
in a Smart Factory
Feature Interview by Nolan Johnson
I-CONNECT007 ※This interview was published in "SMT007 Magazine", November 2020. I spoke with MIRTEC President Brian D’Amico about how the role of test and measurement equipment is changing in the smart factory and how shops can adjust to make use of the new technology. D’Amico shares this insight: “While pproximately 90% of U.S. electronics manufacturers recognize the potential of Industry 4.0 to improve productivity, many are slow to adopt smart factory solutions within the manufacturing process.” 
Brian D'Amico
Nolan Johnson: What are the changes to test and inspection’s role in the factory? Does it differ depending on whether you’re in the U.S., Europe, or Asia?
Brian D’Amico: Industry 4.0 is a topic of much discussion within the electronics manufacturing industry. Manufacturers and vendors are trying to come to terms with what that means. In the most simplistic of terms, Industry 4.0 is a trend toward automation and data exchange within the manufacturing process. This basically requires connectivity and communication from machine to machine within the manufacturing line. The challenge is to collect data from each of the systems within the line and make that data available to the rest of the machines. Without test and inspection, there is no Industry 4.0. The whole purpose of test and inspection is to collect actionable data that may be used to reduce defects and maximize efficiency within the manufacturing line. The goal is to minimize scrap and get a really good handle on those process parameters that need to be put in place to manufacture products the right way the first time. For maximum efficiency, three inspection systems are required within the production line. These are solder paste inspection (SPI) post-solder deposition, automated optical inspection (AOI) post-placement, and AOI post-reflow. This requires a substantial investment; however, the combination of all three inspection machines is really the only true way to provide feedback for each stage of the manufacturing process. 
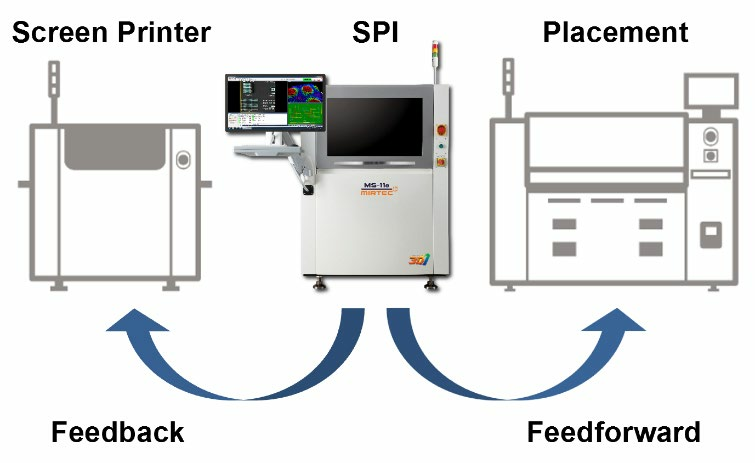
Johnson: You mentioned three places to put test and inspection. In a more traditional “red light, green light” approach, test and inspection is an end-of-theline process. D’Amico: While I understand and agree that most manufacturers rely on a single post-reflow AOI system, the problem is that it becomes more difficult to diagnose and resolve where an issue may have occurred within the manufacturing line because you’re only looking at a snapshot of the final result of all the other assembly equipment within the line. From there, you’re kind of guessing where the issue occurred. An SPI system, for example, would provide immediate feedback on issues such as insufficient or excessive solder, solder bridging, or solder offset directly after solder deposition. These issues are typically related to process parameters, such as stroke speed for a screen printer, squeegee pressure, under-stencil cleaning, etc. The bottom line is that it is more difficult to diagnose screen printing issues based on data collected by post-reflow AOI. Johnson: For somebody who’s a more traditional thinker in this industry, then the one test at the end of the line is how they think about test and inspection. The more factory automation you put into place, the more places you’ll need measurement—mini feedback loops. With the measurement data captured, it becomes a case of how sophisticated the machinery is that you’re feeding test data back to. Can the machinery self-adjust, for example, or does it need a human operator to make the fix? D’Amico: Adjustments are typically made based on trends within the inspection data. For example, let’s say that the SPI machine detects an offset trend in solder deposition with regard to pad location. Under these circumstances, the SPI machine would report the trend to the screen printer. The screen printer, in turn, may then use this data to adjust the location of the stencil with respect to the pads to eliminate the offset. As you stated, however, this really does depend on the level of sophistication of the screen printer to accept this data and then make the necessary changes to the specified parameters to resolve the issue. Please keep in mind that the goal is not to control the screen printer but to provide actionable data which may be used to eliminate the offset trend and potential defects. It’s really up to each vendor to determine whether adjustments are to be made manually or autonomously. Most vendors will provide a means of selecting between manual and automatic mode. As I mentioned earlier, it is very difficult to determine which adjustments need to occur throughout the line based on the post-reflow analysis of defect data. You can certainly make assumptions, but those assumptions are so far down the line that it becomes increasingly difficult to determine exactly where the defect occurred. From the customer’s perspective, I completely understand that we are suggesting a substantial investment in test equipment; however, the absolute best way to get a handle on the entire production line is to have testing at each interval within the line, including postsolder deposition, post-placement, and postreflow. That is really what industry 4.0 is all about. 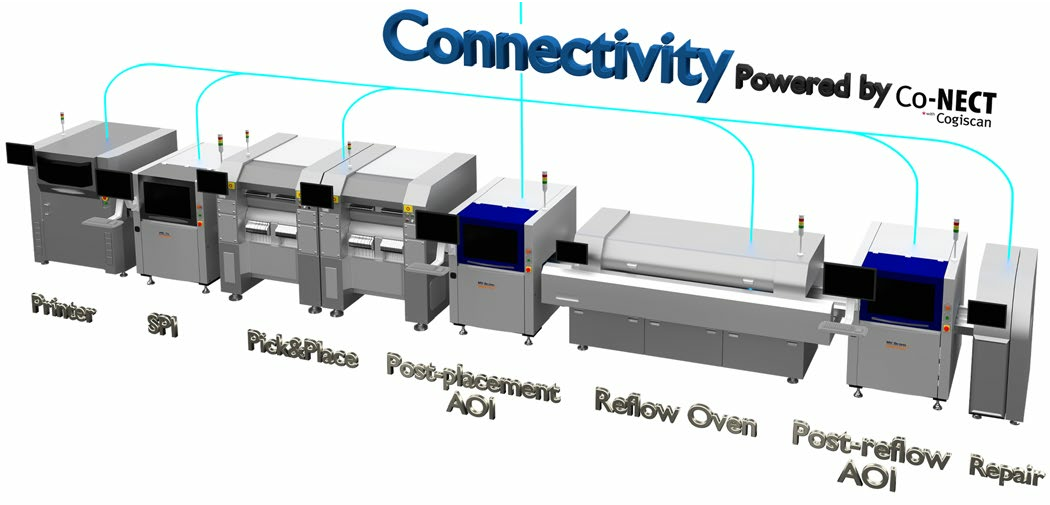
Johnson: Based on this trend of moving toward inserting inspection functions throughout the, does that cause test and inspection equipment manufacturers like you to specialize a feature set for a particular spot in the line? D’Amico: Absolutely. An SPI system is specifically designed to test for defects related to solder paste deposition such as excessive or insufficient solder, X-Y offset with respect to pad location, solder bridging, shape deformity, etc. A post-placement AOI system would be programmed to test for component presence or absence, part markings, proper rotation, offset, etc. And a post-reflow 3D AOI system would be programmed to test for all of the same parameters as a post-placement AOI system, as well as co-planarity, for each device, solder joint integrity, and solder bridging. Johnson: Talking about getting information from this equipment and feeding the trending data back, and performing the analysis, is that analysis taking place on your system or is that happening in the database? D’Amico: The answer is basically yes. Under some circumstances, data may be available through direct machine-to-machine communication. This machine data, however, is also collected within the inspection database for analysis. This is commonly referred to as big data. By applying a subset of artificial intelligence (AI) called deep learning to this big data, we can determine the optimal process parameters for maximum quality and efficiency. When setting up a new PCB, an SMT engineer will program the process parameters for each system within the manufacturing line based on the respective experience of the engineer. Deep learning methodology is designed to assist with this daunting task of process optimization by predicting optimal parameters based on historical data. The goal is to achieve the highest production quality regardless of the capability or experience of the engineer. The performance of the line must then be monitored in real-time through continuous collection and analysis of production data. The concept is as follows. Let’s say we have collected historical big data for squeegee speed, squeegee pressure, etc., across multiple screen printers and across various PCB models. At the same time that we are collecting this process data, we are also collecting inspection results data from the SPI machines. By analyzing and correlating the inspection results with the various squeegee speed and squeegee pressure settings, we can proactively determine the optimal parameters for a given application, which may then be applied at the inception of the SMT manufacturing process to ensure optimal performance. Keep in mind that this is just one of the machines within the line. The same methodology is applied to the entire SMT manufacturing line. Johnson: That process optimization, real-time adjustment is happening in the database with the AI engine, and that AI expertise is someone else’s core competency. Is there a lot of collaboration with the companies specializing in that work? D’Amico: Absolutely. AI is a very large and comprehensive term. The AI that I am referring to is, of course, specialized toward the SMT manufacturing process. But AI and big data are used worldwide for many different applications. As an example, many of us have visited websites online only to be greeted with a test to see if we are robots. These tests typically direct you to “click on all the images that show a bus, bridge, bicycle, pedestrian, etc.” Few people realize, however, that this test is part of an AI engine collecting big data that is then provided to assist in the programming of autonomous vehicles. The bottom line is that an AI engine is highly specialized for any given application. Therefore, there must be a great deal of collaboration between the AI team and SMT equipment suppliers, as what we’re doing in our industry is very specialized versus other industries. 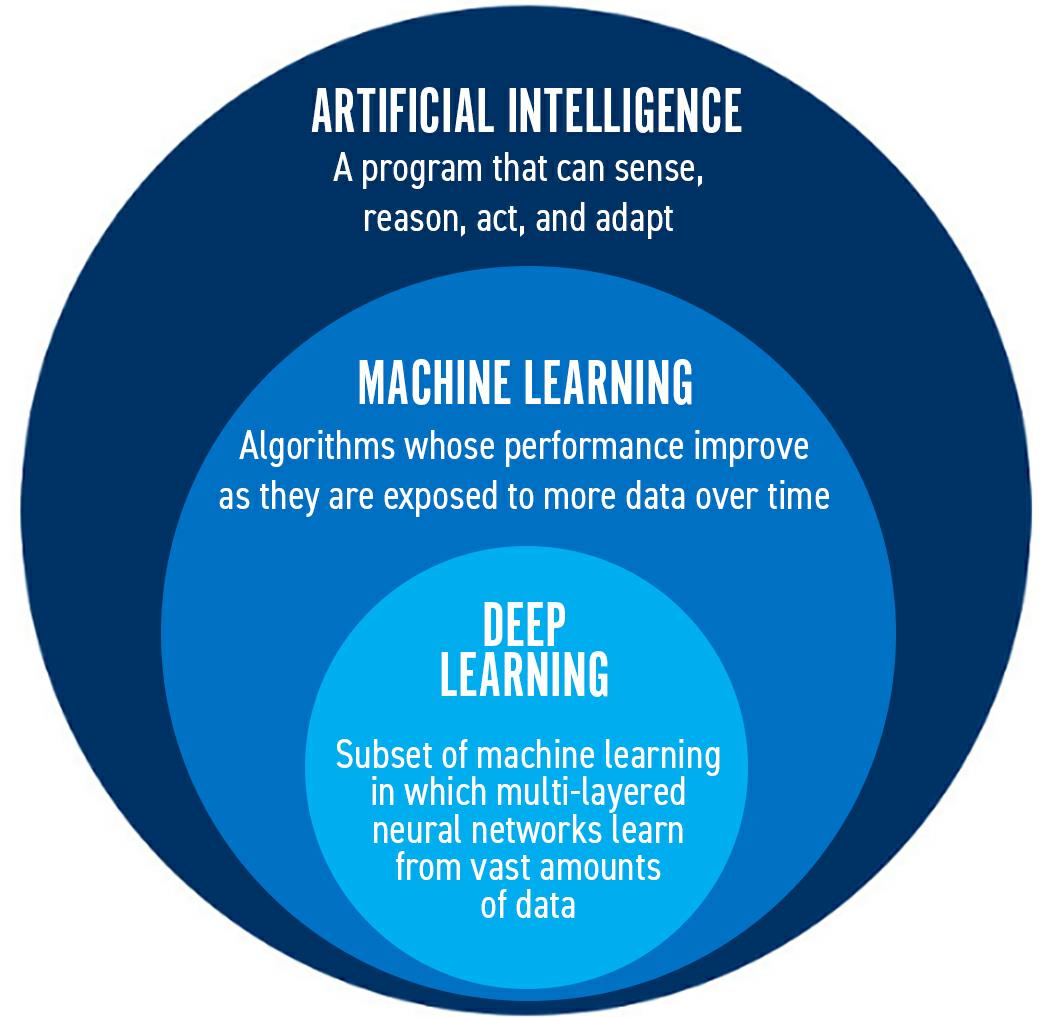
Johnson: How does MIRTEC connect with the AI engine? Do you leverage a third-party tool or a group of approved A I suppliers, for example? D’Amico: Our AI engine is specifically designed for our products. However, the system must be flexible enough to be able to process data from multiple pieces of production equipment, including competitive inspection systems. With this in mind, MIRTEC has made a strategic decision to partner with companies like Cogiscan that specialize in machine-tomachine communication, allowing us to connect to virtually any machine within the manufacturing line. Machine data is then collected, formatted, and entered into a repository from which it is made available to other systems within the line. This also overcomes the hurdle of working with some competitive systems. Together, MIRTEC and Cogiscan have collaborated on a fully integrated Industry 4.0 solution, which is our Total Remote Management System (TRMS). This application displays data collected from MIRTEC’s AOI and SPI systems, as well as all other equipment in the SMT manufacturing line, giving our customers a clear view of the manufacturing process, and thereby helping them achieve higher operating efficiencies and improved quality. 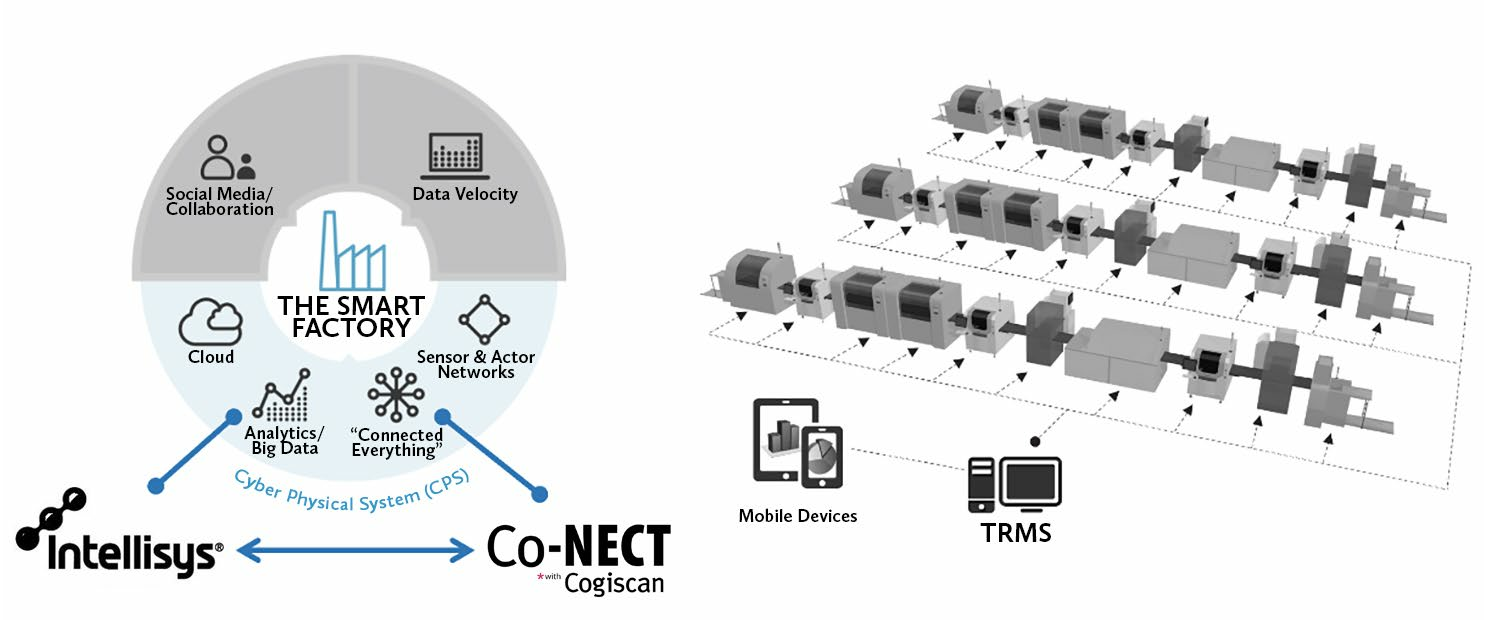
Johnson: Not everybody can install new equipment to make a digital factory. To retrofit the equipment you have and bring it up to speed, and at least keep moving forward step by step is a valuable thing to do. As we started this interview, you shared that the adoption rates for the digital factory are geographically influenced. Where do you see more adoption? D’Amico: Asia is where we see the most traction. But that is really something that I would fully anticipate as we typically see that Asia is at the forefront of adopting new technology. That includes Industry 4.0. Many customers in the U.S. and in Europe are still in the process of “kicking the tires.” They recognize that there will definitely be value added by embracing Industry 4.0, but there does not seem to be a sense of urgency. Having said that, I find that a lot of customers are asking the same question. Are these machines Industry 4.0 capable? This means that they are definitely considering this as a future requirement, which makes perfectly good sense. When a manufacturer invests in a new piece of assembly equipment, they expect to use the equipment for a period of 5–10 years or more. It stands to reason that any new piece of assembly equipment must provide the required process data, as well as the ability to communicate with other machines within the line. These are the basic requirements for Industry 4.0 capability. Johnson: It makes sense that smart factory and automation would be a priority when you’re working in high volume production. You want to keep the line running; as much as possible, you’d like for the line to do its own adjustment, keep itself optimized, or to quickly throw up an alert to keep it moving. But it seems to me that, when you get into the U.S. and Europe, the manufacturing is more specialized—lower volume, higher mix, and perhaps more esoteric—in terms of what’s being built, higher layer counts, and other constraints that will require precise adjustments to the process windows. That process window feedback seems even more important in that environment than ever. D’Amico: I fully agree. In Asia, manufacturers are typically geared toward high-volume production. The same is true in Mexico. Keep in mind that these higher volume markets are very cost-competitive with very slim margins, so there is a special emphasis on fully automatic SMT manufacturing lines. In the U.S. and Europe, however, we specialize in high-mix, low-to-medium volume manufacturing with a separate subset of challenges. Lot sizes may range from 1–100 PCBs, so there is a sense of urgency to quickly dial in the manufacturing process and eliminate defects. Furthermore, products manufactured in the U.S. and in Europe are typically higher dollar value, which makes rework an extremely costly endeavor. Considering the fact that the cost of rework increases dramatically as the product advances through the manufacturing line, it becomes clear that high-mix, low-to-medium volume manufacturing is the ideal environment for inspection at each phase of production. For example, let’s say we have an SPI system that detects an insufficient solder defect. Since the defect has been flagged post-solder deposition, we can either add solder to the pad or simply clean the PCB off and start over again. This is a relatively low-cost solution. A post-placement AOI system may perhaps flag a polarity issue with a certain device. Under these circumstances, the operator can simply use a tweezer to rotate the device and resolve the issue. This is also a fairly low-cost solution. Any defects that are caught by the postreflow AOI, however, will most likely require rework, which may either damage the component or the PCB. The bottom line is that it simply makes sense to catch the defect before reflow to avoid costly rework. Johnson: Smart factory implementation helps relieve the pressures faced by large-volume production facilities because they can keep the line running, teach it to self-adjust to maintain process windows as much as possible, and keep product flowing. But those same features also work well for a higher-mix, lower-volume, more technical line by providing more accuracy in the retooling process during the setup for the next job. D’Amico: Exactly. In Asia, you’re talking about high-volume applications and a very low mixture of products. Once the line is set up, it may produce tens of thousands of PCBs or more. In this environment, it is very important to monitor each phase of the production line in real-time so as to maintain maximum quality and efficiency. When dealing with high-mix, low-to-medium manufacturing, it becomes even more important to have the proper setup parameters at the inception of production as there is little time to dial in the line for maximum quality and efficiency. Johnson: What’s the key to making this all work? D’Amico: There is really no substitute for a good process engineer as they have the experience and know-how to make a production line “sing.” In setting up the screen printer, a good engineer may recognize that a step-down stencil may require a certain squeegee speed and pressure for optimal solder deposition. He or she may also know how to tune the pickand-place machine for optimal performance as well. For example, there may be certain devices which require a bit more pressure or dwell time during placement. The same is true for the optimal reflow profile as well. The key here is that this requires a level of expertise as a result of having spent a lot of time working with a given production line and knowing the nuances of each machine. The whole purpose of having machine-tomachine connectivity and communication is to collect and analyze process data and provide optimal parameters for each machine within the line, thereby removing some of the “art” in the manufacturing process. Furthermore, a complete Industry 4.0 solution will monitor each phase of the production line in real-time so as to maintain maximum quality and efficiency throughout the manufacturing process. Johnson: That’s a great point that it’s a little bit more science and a little bit less art. D’Amico: Exactly. Johnson: Great. Brian, thank you for the time. D’Amico: My pleasure Nolan. Thank you for the opportunity! |
|||

